Over the last couple of days I have been working on shop infrastructure projects. A friend texted me the other day and asked how my Christmas went. I replied, "Great. UN-disturbed in the shop just the way I like it" I was able to do a couple of little jobs that were on my list to get the shop in smooth running shape.
I find that a shop will not run at its peak efficiency until these jobs kinds of jobs get done. I have seen shops that never do anything to improve the workflow, ergonomics and workspace needs of the folks working there. In the old days when the shop got slow the boss would have you do some of these jobs to make things run smoother when the real work came rolling back in. Over a period of years of this cycle you end up with a really nice shop setup.
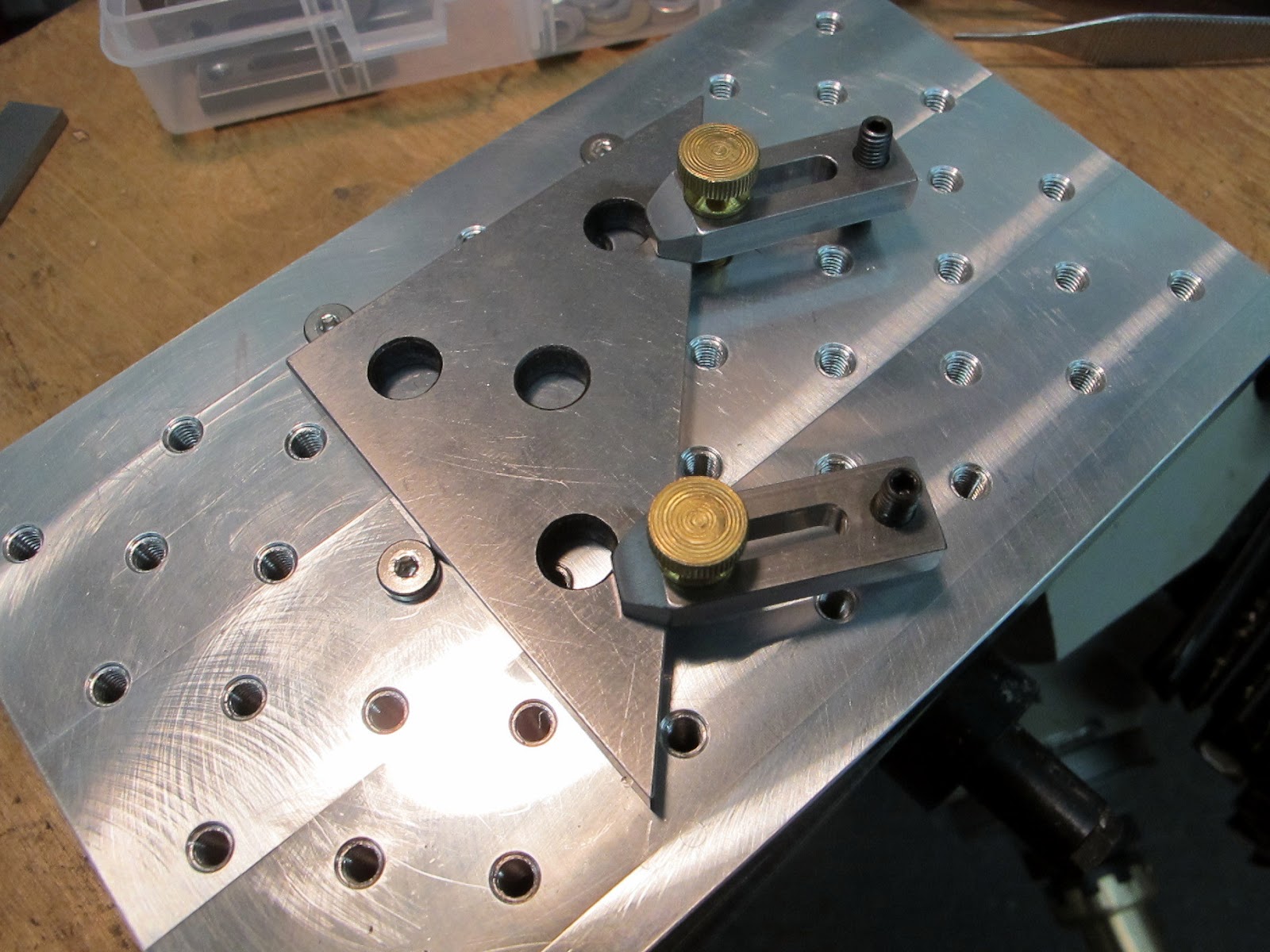
Many work place improvement items may seem trivial and unimportant at first glance but each contributes a small part in making your work more efficient and comfortable. As an example I did a time study many years ago just for fun. It involved two very innocent modifications to a drill chuck used in the vertical mill. The modifications were to remove the R-8 shank and replace it with a 5/8 straight shank that was further shortened to around an inch like the two in the picture below.

Seems like a bunch of work for nothing right? Wrong. Think about how many times you move the knee of the mill up and down. The difference in length between the R-8 shank and the shortened 5/8 shank is about three inches. At .100 per rev on the knee handle that's thirty turns. So many times during the day you remove the chuck and replace it with an end mill. Drop the knee a few inches so you can actually remove the chuck, maybe change collets, insert end mill, raise the knee to get back into the work envelope. If you do this all day long its not hard to see that not cranking the knee twenty or thirty revs per tool change is going to add up quickly. The other thing I did was to get several sizes of commonly used end mills with 5/8 shanks on them. This saves a collet change on a few dozen of those tool changes. The point is this all adds up at the end of the week or year to potentially a significant time savings. Before power draw bars on manual mills became cheap and popular this was enough to bury the guy next to you with the Empire state building R-8 shank. Add a cheapskate knee feed and competition becomes glacial.
The first project I tackled over the holidays was a simple chip back splash for the new lathe. The lathe didn't come with one and looking over the manual and parts list I don't think they ever made one for this particular machine. The requirements are simple enough. The chips coming off the machine that go backward away from the operator want to be channeled into the chip pan at the bottom of the machine and kept off the floor if possible. My first choice would be to fabricate it from stainless sheet metal and mount it directly to the machine. This is a tough project when you don't have a shear and brake yet. I decided to make it from plywood and either paint or varnish it so it can be wiped clean. Note this is quite a few steps down from the stainless steel back splash I would build it if money and time were not a factor. Its more important to have something than to have the uncompleted fantasy guard.
The more I though about it the more I decided I really wanted a metal surface for the chips and oil to land on. I made up my mind to use plywood for the main structure and then bend up a thin sheetmetal skin for the resistance to oil and chips. Thin galvanized sheetmetal is fairly cheap and needs no paint and is easy to bend without a brake. The first step was to make the plywood structure.
Where my lathe is positioned it is near a sprinkler riser. The riser has a nice two inch pipe railing around it to protect the riser from errant forklifts and careless bozo's. It made the perfect mounting surface for the lathe backsplash. Unistrut rails and pipe clamps attach the first panel to the railing.
I want this side to be smooth and all flush for the sheetmetal skin I will add later on. The inspectors come every couple of years to check the riser so I made it quick disconnect in case they need better access to service the riser.
I went back and forth with the height. Looking at a bunch of lathes that come with a sheetmetal back splash from the factory they all seem to be the same height as the top of the headstock which is where mine ended up. Later on I will add a galvanized sheet metal skin to the back splash and soft solder the skin into a one piece sealed skin that will be supported structurally by the plywood.
The second project was a tool tray for the top of the headstock. I find if you don't have sides and a back on the headstock the toolholders get pushed off the back easily. I like to be able to grab just what I need without having to dig to find it. The chuck key holder was formed from 5/16 round bar and mounted directly to the rear of the tool tray.
I should have slipped some rubber hose on to the rod before I welded it to the mount. When you drop the chuck key into the holder it makes a clang that will probably get annoying. Hey, or maybe I will just put the rubber hose on the chuck key. Just writing this stuff down makes you think about the problem from different angles.
I decided to cover this with ribbed rubber sheet. It provides some padding for the tool holders and tools and is easily replaced when it gets chewed up. The two tee handles fit the toolholder set screw, and the screw in the parting blade holder which is slightly smaller. Small torx fits the inserted tool holders.
The next project is one of those happy accidents. I had this L shaped leftover piece of Baltic birch plywood left over from another project. I was trying to figure out how big a tailstock tool tray I could make from it. When I put the plywood up on the machine the L was an instant aha! match. This lathe is fairly long so I can get away with using some of the seldom used length for the more often needed place to put tools and parts down. I have never seen one like this before so I started to get excited that I accidentally came up with a good idea.
I had some leftover thick PVC sheet that I bandsawed out a couple of retainers and guides to secure the tailstock tool tray to the machine. It slides on the ways and can be slipped right off the end of the machine with no tools.
I didn't stand on the tool tray but I think I could have. I was able to drive standard bugle head screws into the PVC after pilot drilling them.
The rim is some ash trim3/4 x 1-1/2. It is glued and screwed to the plywood from underneath. I left an opening so I could lay longer rods or shafts down in the tray and not have them roll off.
I finished it off with some more of the ribbed rubber runner. A gal at Lowes gave me a deal on a couple of remnants they wanted to get rid of. I missed a trick near the left hand side. I should have made it slightly wider to match up with the radiused corner. I didn't feel like cutting another so it will stay for a until I get sick of looking at my bozoed cut job.
While I had the rod bender out I whipped up this bracket to mount to the back of the back splash. What the heck is that for?
Why its a collet closer bracket of course. What did you think it was? I'm a firm believer in if everything has a place then it might actually be there when you go to look for it.
The last lathe project was a light above the machine. The main shop lights are a too far away for fine closeup work. I fabricated a couple of steel brackets to mount to the uni-strut risers. The light is just a hair off the machine center line toward the back of the machine.
A couple of productive days in the shop. Now the lathe feels right and everything is close at hand. If I waited some of these things may never have got done. I'm glad I took the time to take care of them before they became a problem.
Happy guy in the shop.