For some of us that don't have CNC lathes anymore we have to resort to old school methods. This week I got a request to make a high voltage flower pot from one of the electrical engineers. This device is used to shield and prevent electrostatic buildup near edges where there is a high voltage potential. Its not really important for this discussion other than they usually have large radii and curves which are hard to machine manually. Everything with high voltages in air has large rounded surfaces to prevent arcing and breakdowns.
There are several ways to produce radii and curved shapes on the lathe. The simplest method is to just grind a tool bit with the desired form in it and go to work. Grinding tool steel is not much fun, and after thirty plus years of grinding them you end up with quite a collection. With a decent inventory you generally are never too far from what you need. Some touchup on the grinder and your in business. Unfortunately radius tools are some of the more difficult tool bits to grind so when you do one you are very reluctant to modify it.

Any tool that cuts a specific profile in a single pass is called a form tool. Corner rounding tools are one type of form tool. Form tools can be a very quick way to produce a turned profile but they have some limitations. Typically the larger the profiles are where their difficulties start to show up in the form of chatter and machine rigidity. Form tools can also be difficult and time consuming to grind. If you plan on using the tool to produce a large number of parts the investment in grinding can be well worth it. For many profiles I would argue that a manual lathe and form tool would have a speed advantage in many classes of work over a modern CNC lathe particularly if there were tool changes necessary for the CNC machine.
A hand ground .5 inch radius form tool from my toolbox museum collection.
One technique I use to produce large radii on the manual lathe is what I call step turning. With this technique you can produce complicated curves with very modest equipment. Obviously you need a lathe at least but beyond that there are no special tools or tool bits needed other than straight turning and boring tools.
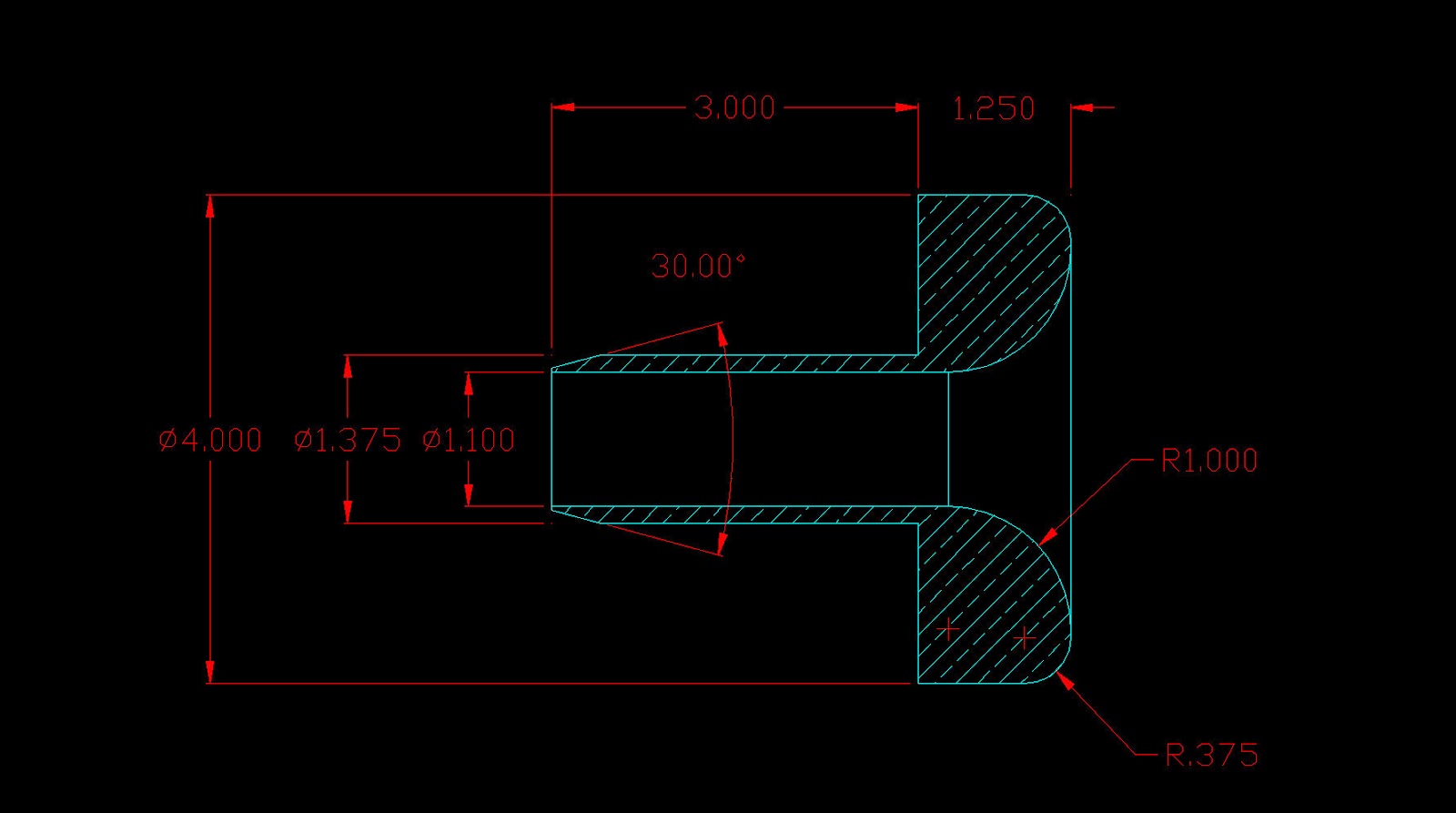
Here is a shot of the drawing for the high voltage flower pot request. A large dielectric cable is inserted into the radiused end. The large one inch internal radius is where I used the step turning technique.
This technique is sometimes called Kellering in industry, following a shape or form with a tool making incremental passes. Modern CAM systems take advantage of computer power to follow almost any form with a tool. If small enough cuts are taken the error to the form fall below the desired tolerance. Fine finishes can be produced with this method with small tool increments.
Here is an example of a simple part produced with small step overs using a ball end mill.
A tighter closeup showing the individual steps. The ball nosed is calculated by the CAM system to maintain tangency to the theoretical shape. For this simple part the machine is only moving one axis at a time. On more complicated shapes more axes move simultaneously.
The first step after making a drawing is to determine the points on the curve to machine to. With a simple CAD program it does all the math for you. If you don't have a cad program then you can draw the curve as accurately as you can and take direct measurements with calipers. In some cases if you increase the scale of your drawing to ten times you improve your measuring resolution if you don't have an electronic drafting program. For this example I used AutoCAD.
What I have done here is take dimensions to small incremental positions on the curve. The depth of cut for each pass was .025 radial (.050 dia) which you can see in the upper right. The vertical dimensions are the Z axis positions from the face of the part were each of the cuts touches the curve.
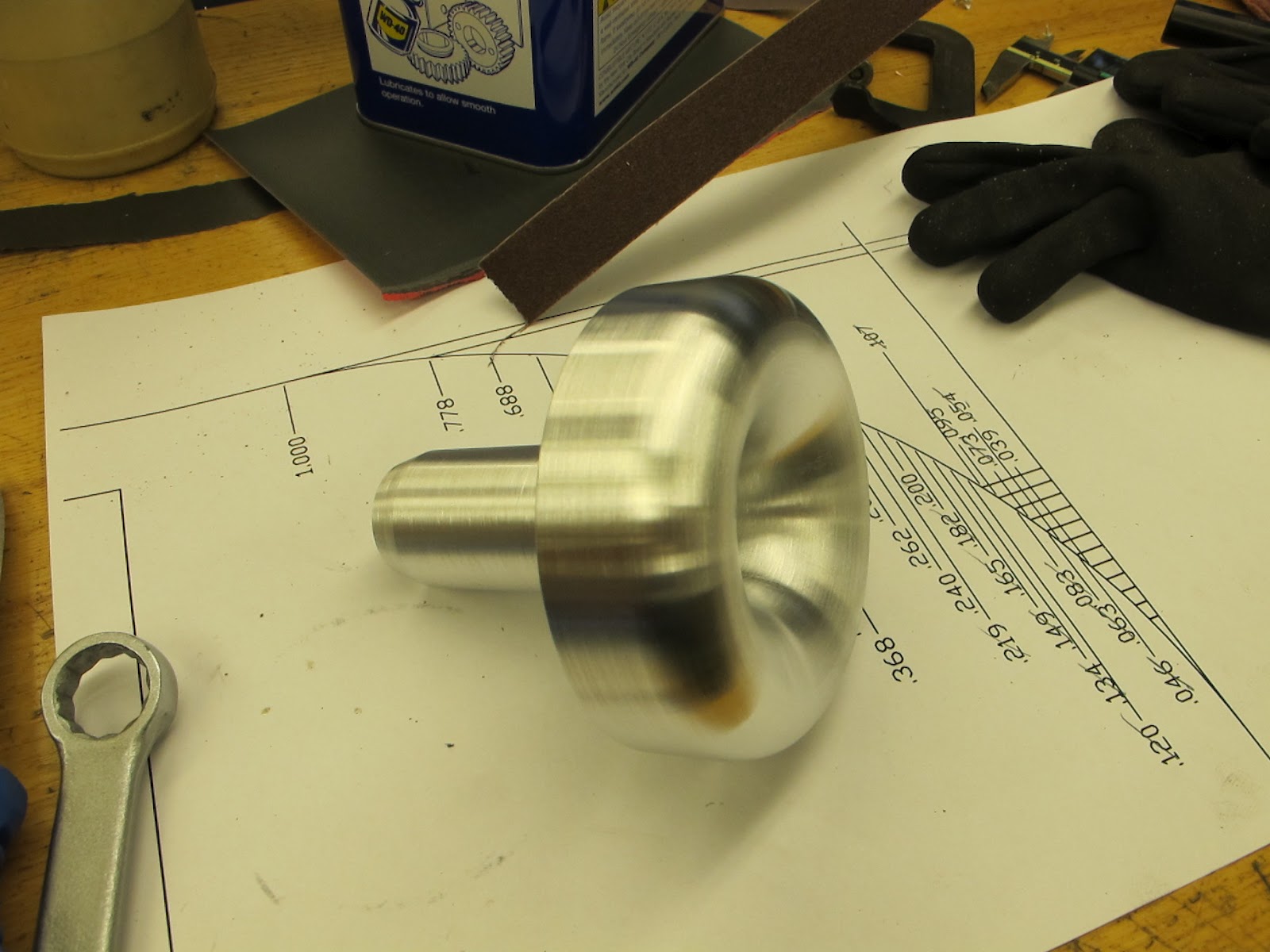
Here is the result after boring all the steps shown in the drawing. There is no limit to how smooth a surface you can produce you just use smaller step increments. In the case of this HV flower pot I needed to get it done quickly for the engineer who wanted to do a test. I chose a medium increment because from experience I knew I could sand the marks out more quickly than I could machine to a much smaller increment. I used a standard machinists triangle scraper to knock off the high points then went to 80 grit emery cloth and finished with 180 and Scotchbrite.
The polished curve. Not too bad looking. The important part is the radii took around and hour to do and the engineer got his part in time for his test.
Finished.







Another technique we can borrow from a bygone era is the use of hand-held scraping tools, much like woodworkers use in lathe work. In the 19th century there was a trade called a brass finisher. His job was to finish the brass castings for a wide range of ornaments and machinery, and even some scientific instruments were produced using his skills. Most of them worked on treadle lathes. They even produced internal and external screw threads using chasers before leadscrews were commonly fitted to lathes.
ReplyDeleteClockmakers use a variation of the technique when they use a graver to form a pivot (the bearing pin) on the arbor (shaft) of a clock wheel.
You used the basic technique when you smoothed the steps with your triangular scraper. I don't think it will work in all materials, but it is a quick way to produce an ornamental effect, and might just have been a faster way of producing the "flower pot".
Regards,
Russell Dold from Germiston, South Africa
Another technique we can borrow from a bygone era is the use of hand-held scraping tools, much like woodworkers use in lathe work. In the 19th century there was a trade called a brass finisher. His job was to finish the brass castings for a wide range of ornaments and machinery, and even some scientific instruments were produced using his skills. Most of them worked on treadle lathes. They even produced internal and external screw threads using chasers before leadscrews were commonly fitted to lathes.
ReplyDeleteClockmakers use a variation of the technique when they use a graver to form a pivot (the bearing pin) on the arbor (shaft) of a clock wheel.
You used the basic technique when you smoothed the steps with your triangular scraper. I don't think it will work in all materials, but it is a quick way to produce an ornamental effect, and might just have been a faster way of producing the "flower pot".
Regards,
Russell Dold from Germiston, South Africa
michael kors purses
ReplyDeletesupreme shirt
nmd
birkin bag
off white shoes
kyrie 5 shoes
kd 11 shoes
golden goose
coach outlet online
coach outlet
pandora bracelet
ReplyDeletehermes online
curry
birkin bag
yeezy
moncler jackets
stone island
yeezy 380
golden goose sneakers
cheap jordans
Thank you for sharing cnc lathes old school method with us and i recently buy manual lathes uk and vertical lathes in uk from axestatus it was working fine but i need your help at the moment
ReplyDeleteThis comment has been removed by the author.
ReplyDeletei am here to share i am looking for turret punch press or panel bender in uk and after hard search i found axe status can you check this company for me
ReplyDelete