The title for this article is slightly misleading. A more accurate title is probably, a technique for joining copper to copper and copper to stainless to produce vacuum tight low electrical resistance weld joints with the
TIG process. Over the past year we have tried this technique on a variety of non structural joint types and end uses with very good luck. The welding is performed at a much lower temperature than traditional copper to copper welding done with pure copper filler rod.
If you have had the need to weld copper together using an manual electric arc process then you may already be acquainted with some of the challenges. Because of the high thermal conductivity of
copper, heating the material to welding temperature takes considerable welding current. At welding temperature the bulk of the part may also be very close to the same temperature because of this thermal high conductivity. At high temperature, exposed to air the the copper outside the protective shielding gas can form a tough scale that is hard to remove. It is also difficult for the operator to weld on a part that is glowing hot.
The job that started this experiment is an interesting one. The accelerator we installed last year required a low inductance grounding plane along the sixty foot length of the machine. The general idea is that all the grounding requirements along the machine are tied together in a single low inductance pathway to a good ground. There are a couple of ways the electrical engineers achieve this. One method is called star or
multi point grounding. Star grounding is more difficult to install particularly if you are planning on adding more equipment requiring grounding later on. It involves running dedicated cables from each piece of equipment you need grounded to a ground rod driven literally into the ground. Our project opted for a sheet type ground plane under the entire length of the machine.
The material salesman was pretty happy when we placed the order for the copper sheet for the ground plane. When I got the specifications from the electrical engineer I asked him if he was sure he wanted to use 1/8 thick material. I told him the difference in price for thinner material to help him re-calculate how low of inductance he really needed. We ended up with 1/16 thick sheet. We call this a price benefit re-calibration.


We tested several methods for making the joints between the standard sheets. Copper sheet generally only comes as three foot wide sheets so we had quite a few seams to deal with. As a joint preparation we formed a material thickness joggle in the edge of the sheets that provided a parallel one inch overlap. On our first attempt with some test pieces bent with the same joggle we tried a solder paste combination. It consisted of particles of lead tin solder suspended in a gooey flux paste matrix. The idea was to butter the joints with this solder paste and then run a torch along the seam to flow the solder. It was quickly apparent in the test parts that the amount of heat needed was considerable. Added to that, the resulting joint was not very strong and failed the simple mechanical peel test. Bolting or riveting was not an option because we needed a low resistance joint the full eight foot width of the sheet. In the picture above the sheets are oriented with the eight foot dimension from left to right. Sixteen eight foot seams fully soldered or welded was starting to look like a real problem.
While we were testing the solder flux combination with mixed results one of the senior technicians Wayne casually walked by and mentioned he had joined some copper using silver bearing filler and the TIG welder years ago for something he built. Intrigued by this possibility I tried it on some of the test parts. The results were pretty amazing.
The filler material is a copper, silver, phosphorus alloy market under the trade names Sil-Phos or Silvaloy. More specifically the alloy we used was Silvaloy 15 which is 15% Silver, 80% Copper and 5% Phosphorus. The alloying of copper with silver and phosphorus lowers the melting temperature of the main alloy copper. Pure copper melts at 1984 degrees F and the Silvaloy 15 filler material melts at 1190 degrees F. You can see just from the melting temperatures that we can weld copper at a much lower temperature. I could see how this might happen by accident in the weld shop. Many of the TIG
welding rods look similar because they are copper plated to keep them
from oxidizing. If somebody accidentally used some of this brazing alloy
to TIG weld then it would be pretty obvious that it could be used.
This was a huge improvement from the direction we were headed. We checked with the electrical engineer and they tested the resistance across the joint using a four wire measuring setup. With this type of resistance measurement the resistance of the alligator clips to connect to the part are removed from the resistance measurement so a true reading of the joint resistance is possible.
We tried a couple of setups to get the welder (me) comfortable. A couple of furniture dollies and a sheet of plywood became the makeshift welding gurney. Ahmet positioned the foot pedal of the TIG welder for me each time I scuttled to the next position along the seam. We were able to do all 125 feet of weld seam in a few days. The work endurance limitation was my neck position while laying on the cart. Not wanting to be permanently paralyzed I spread the welding out over a couple of days to save my tortilla chip like neck. The joints were welded with around 180-200 amps running a very fast travel speed. I was able to lay my arm on the copper not far from the weld zone without any discomfort. Directly under the copper ground plane was a concrete floor sealed with
Rhino liner material. The liner was also unaffected by the heat from the copper welding. This seems to help validate the low temperature of the process.
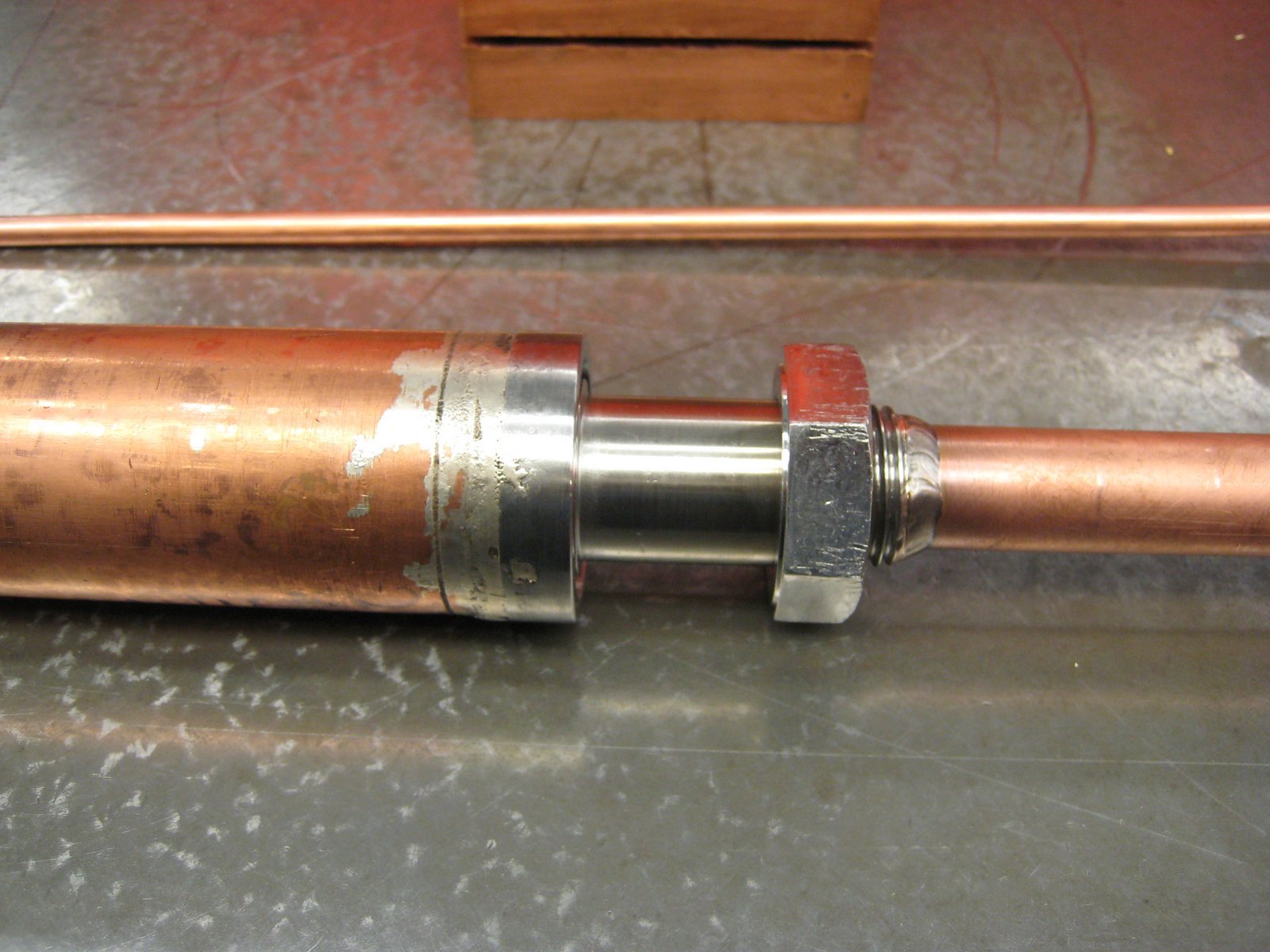
Here is a picture of another little job where we used this same Sil-Phos filler material to join copper to stainless. This is a water cooled high current lead that passes through the wall of a vacuum chamber. The part in vacuum is on the left side of the picture. The copper pipe is welded to a stainless feedthrough that is mated with the heavy copper clamp. The original joint was silver brazed to connect to the copper to the stainless. The water path is in through the small tube connected to the tee fitting and hot water returns through the annulus between the small tube and the larger tube. Hot water exits through the other leg of the tee fitting.
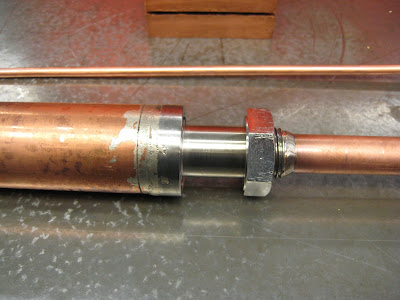
Here is a better closeup of the TIG welded joint between the stainless and copper. The joint on the left is silver brazed copper to stainless most likely done with a torch. You cant see it but there is an o-ring face seal to the left of the hex nut which seals to the chamber wall. We vacuum leak checked the assembly after welding to assure its leak tightness. We were able to get the background vacuum into the low negative nines with the leak detector pumping on it with no response from the detector. This is definitely not a ultra high vacuum part. The furnace this is installed in operates at a much higher pressure than we tested it to.
Here is a shot of the test joint for the high current lead above. The upper copper section is a piece of the tube that was replaced in the repair. The cap screw was just a handy piece of stainless to test the weld.
A test joint using Silvaloy 15 rod joining stainless steel to 101 copper sheet. I have not tested it yet but I'm confident this filler material will work well on steel to copper also. One thing we noticed on another copper to copper application is a color mismatch. If the weld buildup is removed by grinding and the joint allowed to sit and oxidize slightly, a color difference shows up between the filler metal and the copper base metal. The filler turns a dark grey and stands out from the base material. For some jobs this may be unacceptable.
Here is a shot of some special bus bar resistors we built recently. The requirement was they have a specific resistance within a fairly close limit. The tubing length was used to control the total resistance of the assembly. These resistors are water cooled and will carry up to 6.5 Kiloamps each.These were brite dipped after welding by the plating shop.
We tested the resistance across these joints using a four wire resistance measurement. They averaged around twenty Micro-ohms across the weld joint.Yes micro ohms not Milli-ohms. You cant take Micro ohm measurements with your Fluke multimeter. You need a special setup to get reliable measurements.
I decided to do a sample weld in stainless steel to copper using the Silvaloy 15 filler. The stainless is a standard ISO Kwik flange half nipple welded to a 3/16 thick copper plate. No particular prep other than a quick buff of the copper with scotchbrite and wiped clean with alcohol. In this picture I put the hot part on a thick copper plate to cool it before I leak checked the welded assembly.
After the sample cooled it went right on to the leak detector. I used the Kwik flange to make adapting to the detector easier.
Less than a minute later the background is in the tens and ready for a spritz of helium. Our leak detector is a
Inficon UL1000. This unit is super easy to use even for leak detection rookies like me.
Giving it a little helium around the weld filler metal. The flow rate of helium was pretty low, around five to ten bubbles a second in alcohol so I can see the bubbles. There was no response from the leak detector. It was probably my super human welding skills or possibly the process is pretty easy with this filler material.
Some things I don't know yet about the process.
Mechanical strength of the filler material for structural applications. How it behaves in a joint of dissimilar materials mechanically with the base materials and filler dissolving in the weld. One of the other things that came to mind when I made up the weld sample shown above is how would it behave if I quenched it in water after the welding. Stainless by itself and copper by itself are unharmed by a water quench from welding temperature. I don't know how the composite joint using the silvaloy 15 would behave in that situation so I just let it air cool. It does seem like a viable process for making low resistance, vacuum tight joints in materials that have been traditionally hard to connect by TIG welding. Further testing is required to understand the mechanical properties of the filler metal in the as welded condition.
New data 12/12/12. We ran the test copper to stainless spool above through a test cycle that consisted of a
UHV cleaning, bake out at 150C and then an RGA scan.
Residual gas analyzer. The following charts show the outgassing materials that the scan picked up. We were only able to test up to 200 AMU (atomic mass units).
The conclusion is this material is very suitable for UHV applications.
















Is the first photo in this post a 201 MHz RF cavity made for LBNL?
ReplyDeleteHi Jared,
ReplyDeleteYou have sharp eyes. They are cavities for the MICE experiment. Are you at RAL?
Regards,
Tom
Find plasma cutter ads. Buy and sell almost anything on Gumtree classifieds. her explanation
ReplyDeleteCopper and Stainless joined together will cause electrolysis over time
ReplyDeletesupreme t shirt
ReplyDeletejordan shoes
jordan shoes
supreme new york
golden gooses
yeezy shoes
lebron shoes
michael kors handbags
jordan shoes
balenciaga shoes
navigate to this website replica bags investigate this site gucci replica Get the facts gucci replica handbags
ReplyDeleteGreat information about welding. keep posting more.
ReplyDeletewe sell/supply B&BARTONI O-Ring in Ludhiana.
Great blog with very useful information! Choosing a trusted Hex nipple stainless steel Manufacturer in India is important for ensuring durability, corrosion resistance, and reliable performance in industrial piping systems. Manufacturers in India are well known for delivering precision-engineered fittings at competitive prices, which makes them a preferred choice across various industries.
ReplyDeleteFor more visit below links
Hex nipple alloy steel Manufacturer in India
Hex nipple brass Manufacturer in India
Aluminum hex nipple Manufacturer in India